







Taper Bored Sprockets For Chains
America Standard Taper Bored Sprockets For Chains Sprockets Type A Type B Type C 35-1,

Stainless Steel Sprockets for Chains
America Standard Stainless Steel Sprockets for Chains Sprockets Type A Type B 25-1, 35-1, 40-1,

Stainless Steel Plate Wheels for Chains
America Standard Stainless Steel Plate wheels for Chains Plate Wheels type A 35-1, 40-1, 50-1,

Sprockets For 2 Simplex Chains
America Standard Sprockets For 2 Simplex Chains Sprockets Type A Type C 40, 50, 60,

Sprockets for Chains
America Standard Sprockets for Chains Sprockets Type B Type C 25-1, 35-1, 35-2, 35-3, 40-1,

QD Sprockets for Chains
America Standard QD Sprockets for Chains Sprockets Type A Type B Type B1 Type B2

Plate Wheels for Chains
America Standard Plate Wheels for Chains Plate Wheels Type A 25-1, 35-1, 40-1, 41-1, 50-1,

Finished Bore Sprockets for Chain
America Standard finished bore sprockets for Chain Type BS 35, 40, 50, 60, 80, 100

Double Pitch Sprockets
America Standard Double Pitch Sprockets Carrier Roller Standard Roller Duplex Pitch 2042/C2042, Duplex Pitch 2050/C2050,

Double Pitch Plate Wheels
America Standard Double Pitch Plate Wheels Duplex Pitch 2042/C2042, Duplex Pitch 2050/C2050, Duplex Pitch 2052/C2052,
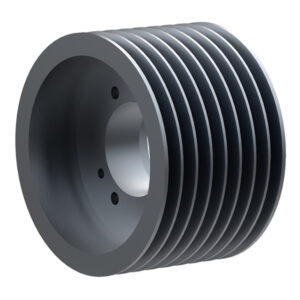
8V QD Sheaves
America Standard 8V QD Sheaves 8V-4, 8V-5, 8V-6, 8V-8, 8V-10 48V1250F, 48V1320F, 48V1400F, 48V1500F, 48V1600F,
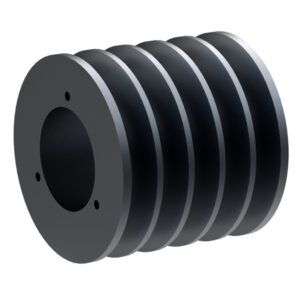
5V QD Sheaves
America Standard 5V QD Sheaves 5V-2, 5V-3, 5V-4, 5V-5, 5V-6, 5V-8, 5V-10, 25V440SH, 25V465SDS, 25V490SDS,